Neváhejte a pošlete zprávu
I. Úvod: Řešení „nemožného“ úkolu Fráze "zasazení čtvercového kolíku do kulatého otvoru" je univerzální symbol...
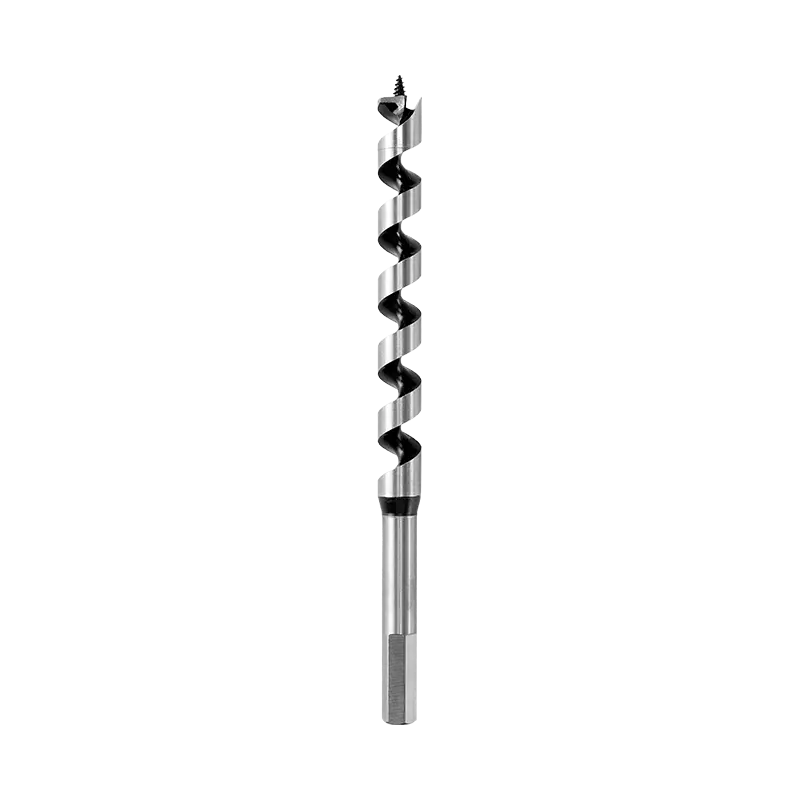
ČTĚTE VÍCEVrták je řezný nástroj používaný s vrtákem k odstraňování materiálu a vytváření válcových otvorů v obrobku. Je to jeden z nejzákladnějších nástrojů při obrábění, konstrukci a výrobě. Vrtáky jsou navrženy tak, aby se otáčely vysokou rychlostí a současně vyvíjely axiální sílu, což umožňuje břitům stříhat nebo obrousit materiál postupně s každou otáčkou.
Základní anatomie vrtáku zahrnuje bod (špička, která zahájí řez), flétny (šroubovicové drážky, které odvádějí třísky a dodávají chladicí kapalinu), stopka (část držená sklíčidlem) a tělo (hlavní pracovní délka). Variace v každé z těchto vlastností definují výkon bitu v různých materiálech a aplikacích.
Vrtáky jsou vyráběny ze široké škály materiálů – včetně rychlořezné oceli (HSS), slitin kobaltu a karbidu wolframu – a mohou být potaženy nitridem titanu (TiN), černým oxidem nebo uhlíkem podobným diamantu (DLC) pro prodloužení životnosti nástroje a snížení tření. Globální trh řezných nástrojů, který zahrnuje vrtáky, byl oceněn nad 9 miliard USD v roce 2023 a nadále roste spolu s poptávkou v leteckém, automobilovém a stavebním sektoru.
Hrníčkový vrták — také známý jako a Forstnerův kousek nebo vyvrtávací vrták s plochým dnem — je specializovaný nástroj pro obrábění dřeva určený k řezání čistých otvorů s plochým dnem s hladkými bočními stěnami. Na rozdíl od standardních spirálových bitů, které zanechávají kónické vybrání na základně, hrncové vrtáky vytvářejí válcovou dutinu ideální pro skryté závěsy, kapsy na hmoždinky a instalace zapuštěného hardwaru.
Klíčovým strukturálním rozdílem je lemem vedený řezný design : vnější kruhový ráfek provádí primární řezání a definuje průměr otvoru, zatímco malá středová ostruha rýhuje kresbu dřeva, aby se zabránilo vytržení. Díky tomu jsou hrncové bity zvláště účinné při řezech s křížovými zrny, kde mají běžné bity tendenci se toulat nebo tříštit povrch.
Miskovité bity jsou k dispozici v průměrech od 10 mm do 150 mm a obvykle se používají s vrtačkou pro přesné ovládání hloubky, i když je lze použít s ruční vrtačkou, když jsou vedeny přípravkem. Nejsou vhodné na kov nebo zdivo – použití je z velké části omezeno na masivní dřevo, překližku a MDF.
Tvrdokovové vrtáky — vyrobené z karbid wolframu (WC) lepené kobaltem – jsou navrženy pro aplikace, kde standardní bity HSS selhávají nebo se příliš rychle opotřebovávají. S tvrdostí podle Vickerse nad 1 500 HV (ve srovnání se zhruba 800–900 HV u HSS) si tvrdokov udržuje řeznou hranu při teplotách přesahujících 900 °C, což z něj činí preferovanou volbu pro vysokorychlostní CNC obrábění, abrazivní materiály a tvrdé obrobky.
Vrtáky ze slinutého karbidu se obvykle používají v obráběcích centrech spíše než ruční vrtačky, protože jejich tvrdost je také činí křehkými při bočních nárazech nebo vibracích. Bity s tvrdokovovými hroty – které kombinují ocelové tělo s pájeným tvrdokovovým hrotem – nabízejí větší odolnost proti nárazům a jsou běžnější ve stavebnictví a obecně v dílnách.
| Materiál | Typ karbidového bitu | Klíčová výhoda |
|---|---|---|
| Kalená ocel / nerez | Masivní karbidový vrták | Tepelná odolnost, zachování hran |
| Litina / legované oceli | Vrták s karbidovým hrotem | Odolnost proti oděru |
| Beton / zdivo | Karbid SDS / kladivový bit | Odolnost proti nárazu |
| Sklolaminát / CFRP kompozity | Masivní tvrdokov s bradovým hrotem nebo s rovnou drážkou | Minimalizuje delaminaci |
| Keramické / skleněné dlaždice | Tvrdokovový hrot s hrotem | Vstup bez trhlin |
V CNC výrobním prostředí, Tvrdokovové vrtáky prodlužují životnost nástroje 3–10× ve srovnání s HSS při vrtání kalených ocelí nad 40 HRC, což přímo snižuje prostoje a náklady na nástroje na jeden otvor. Pro stavební řemesla zůstávají vrtáky SDS-plus a SDS-max s tvrdokovovými hroty standardem pro vrtání s rotačním příklepem do vyztuženého betonu – geometrie vrtáku kombinuje nárazový úder s rotačním řezáním, aby účinně pronikala do kameniva.
Výběr správného vrtáku spočívá ve čtyřech proměnných: materiál obrobku, požadovaná geometrie otvoru, typ stroje a objem výroby . Použití nesprávného bitu nejen zkracuje životnost nástroje, ale také riskuje poškození obrobku, rozměrovou chybu a bezpečnostní rizika v důsledku zlomení bitu při zatížení.
Kromě materiálu vždy zvažte poměr hloubky k průměru : otvory hlubší než 5× průměr vyžadují vrtáky s parabolickou drážkou nebo hlubokými otvory s přerušovanými cykly zatahování, aby se odstranily třísky a zabránilo se hromadění tepla. Pro výrobní vrtání, kde jsou potřeba stovky stejných otvorů, investice do potažených karbidových bitů s přesnou geometrií hrotu výrazně snižuje náklady na otvor oproti levnějším alternativám HSS.
I. Úvod: Řešení „nemožného“ úkolu Fráze "zasazení čtvercového kolíku do kulatého otvoru" je univerzální symbol...
ČTĚTE VÍCEKovoobrábění bylo vždy základním kamenem průmyslového rozvoje, utvářelo vše od automobilových komponent až po...
ČTĚTE VÍCE1. Co jsou kleště na vodní čerpadlo? – Flexibilní nástroj „All-Rounder“. V moderní průmyslové výrobě a každodenní údržbě...
ČTĚTE VÍCEVýběr vhodných průmyslových řezných nástrojů je zásadním rozhodnutím, které přímo ovlivňuje efektivitu výroby...
ČTĚTE VÍCEautorská práva © Zhejiang URUS Tools Co., Ltd. privacy policy
